
Dairy, Food, Fruit Juice, juice, Soft Drink
What is pasteurization..?
Pasteurization is the process of heating milk to a high enough temperature for a long enough time to kill illness-causing germs. Pasteurized milk is milk that has gone through this process. The main objectives of pasteurization are as follows:
- To increase milk safety for the consumer by destroying disease causing microorganisms (pathogens) that may be present in milk.
- To increase keeping the quality of milk products by destroying spoilage microorganisms and enzymes that contribute to the reduced quality and shelf life of milk.

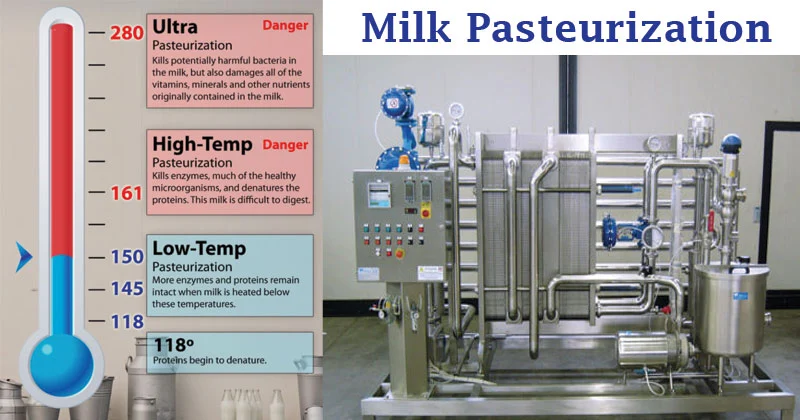
Pasteurization can also be defined as a simple heating and cooling process, which was discovered in the nineteenth century, that makes all milk safe to drink. There are a number of different ways to pasteurize milk—and each process depends on the length of time and the temperature milk is heated. Vat pasteurization, the original process, and standard during Pasteur’s time, heats milk for at least 30 minutes to 145° F. This is now largely used to create starter cultures for cheese, yogurt and buttermilk, as well as pasteurize some ice cream mixtures.
The most common process for pasteurized milk in the U.S. is High Temperature Short Time (HTST) pasteurization. It raises the temperature of cold raw milk to 161° F for at least 15 seconds. Then, it’s rapidly chilled back to 39° F, its original temperature.
Another form of pasteurization heats milk to 280° F for just two seconds. This is called Ultra Pasteurization (UT) and creates a shelf-stable container of milk that does not need to be refrigerated.
Ultimately, these different ways to pasteurize milk make all milk safe to drink, because each process works to kill potentially dangerous bacteria such as E.coli, salmonella and listeria. These microbes are responsible for causing numerous foodborne illnesses, according to the FDA.
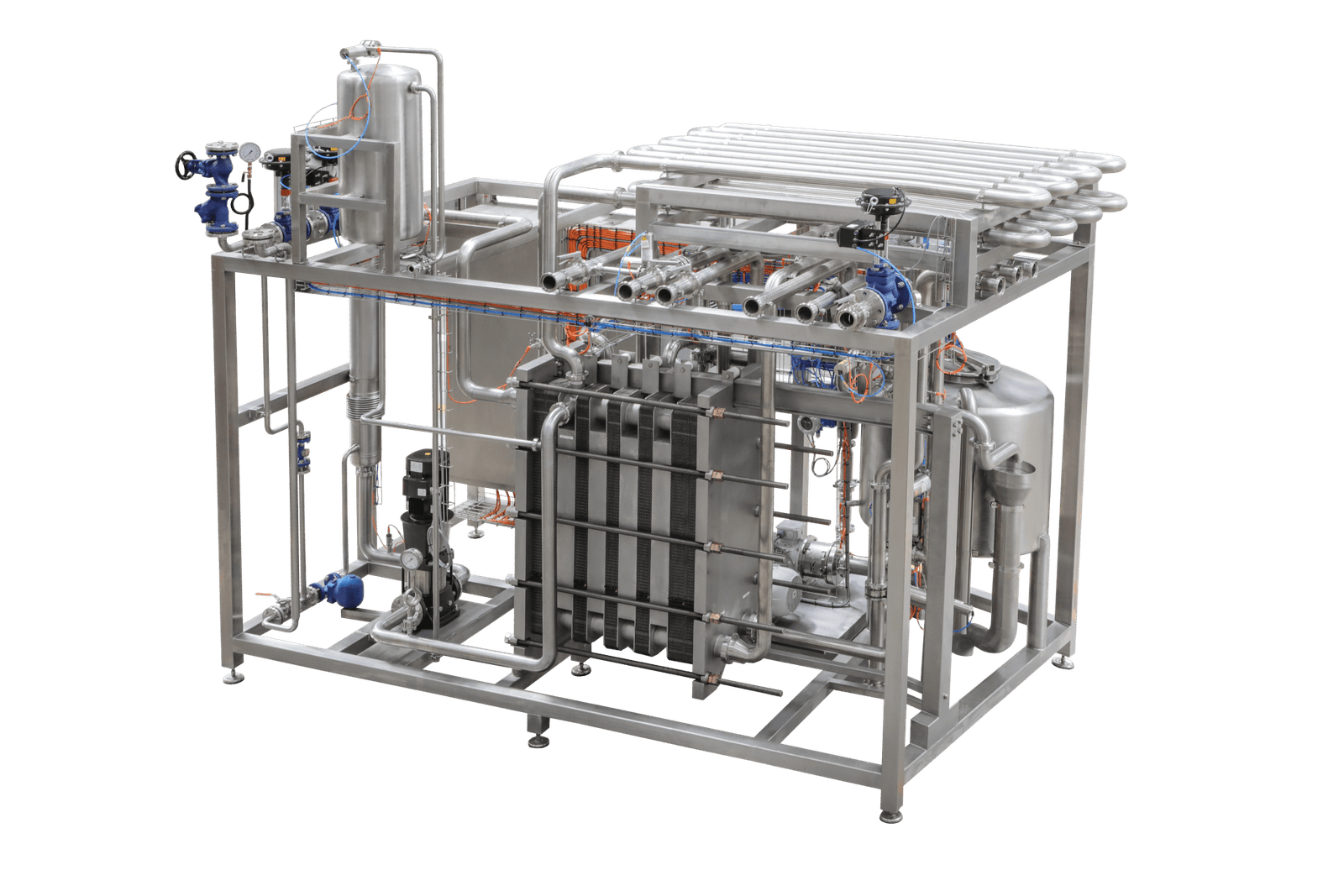
There are two basic principles for heating – indirect and direct. Indirect heating uses a partition to separate the product from the heating (or cooling) medium, with the partition transferring the heat from the medium to the product, avoiding any direct contact between the two. Indirect heating is done with different kinds of heat exchangers, where the choice depends on different factors, such as the physical properties of the product, flow rate, run time and cleaning requirements.
- Plate heat exchangers (PHE) are mainly used for smooth, low viscous liquid products.
- Tubular heat exchangers (THE) can also handle products with particles up to a certain size and offer longer running times. The maximum size of particles depends on the diameter of the tube.
- Scraped-surface heat exchangers (SSHE) are specially designed for the heating and cooling of viscous, sticky and lumpy products, with or without particles.
Direct heating puts the product into direct contact with hot steam under strictly controlled conditions, rapidly reaching the target temperature. After holding for a certain time at the target temperature, the temperature is also lowered rapidly by flash cooling in a vacuum vessel. This rapid heating and cooling minimizes the heat-load, resulting in a high-quality product.
Milk is commonly pasteurized in plate heat exchangers at 72-75°C for 15 seconds. This temperature is sufficient to destroy all pathogenic bacteria, while significantly reducing the number of organisms that can cause spoilage. Performing an alkaline phosphatase test with a negative result will confirm that the milk has been adequately pasteurized so that it is safe for human consumption.
Raw milk is milk that has not been pasteurized to kill harmful bacteria. It can come from any animal. Raw milk can carry dangerous germs, such as Brucella, Campylobacter, Cryptosporidium, E. coli, Listeria, and Salmonella, which can pose serious health risks. Drinking raw (unpasteurised) milk increases the risk of contracting serious illnesses. The sale of raw cow’s milk for human consumption is illegal.
Milk is a valuable nutritious food that has a short shelf-life and requires careful handling. Milk is highly perishable because it is an excellent medium for the growth of microorganisms – particularly bacterial pathogens – that can cause spoilage and diseases in consumers. Milk processing allows the preservation of milk for days, weeks or months and helps to reduce food-borne illness.
The usable life of milk can be extended for several days through techniques such as cooling (which is the factor most likely to influence the quality of raw milk) or fermentation. Pasteurization is a heat treatment process that extends the usable life of milk and reduces the numbers of possible pathogenic microorganisms to levels at which they do not represent a significant health hazard. Milk can be processed further to convert it into high-value, concentrated and easily transportable dairy products with long shelf-lives, such as butter, cheese and ghee.
Table. Pasteurization conditions used for milk products.
| Pasteurization Type | Typical Product | Typical Storage | Temperature | Holding Time |
|---|---|---|---|---|
| Batch, vat | Milk |
Refrigerated
|
145°F (62.8°C)
|
30 min
|
|
“
|
Viscous products, or products with more than 10% fat or added sweetener |
“
|
150°F (65.6°C)
|
30 min
|
|
“
|
Egg nog, frozen dessert mixes |
“
|
155°F (68.3°C)
|
30 min
|
| Continuous, high temperature short time (HTST) | Milk |
“
|
161°F (71.7°C)
|
15 sec
|
|
“
|
Viscous products, or products with more than 10% fat or added sweetener |
“
|
166°F (74.4°C)
|
15 sec
|
|
“
|
Egg nog, frozen dessert mixes |
“
|
175°F (79.4°C)
|
25 sec
|
|
“
|
“
|
“
|
180°F (82.2°C)
|
15 sec
|
| Continuous, higher heat shorter time (HHST) | Milk |
“
|
191°F (88.3°C)
|
1 sec
|
|
“
|
“
|
“
|
194°F (90°C)
|
0.5 sec
|
|
“
|
“
|
“
|
201°F (93.8°C)
|
0.1 sec
|
|
“
|
“
|
“
|
204°F (96.2°C)
|
0.05 sec
|
|
“
|
“
|
“
|
212°F (100°C)
|
0.01 sec
|
| Continuous, Ultrapasteurization | Milk and cream |
Refrigerated, extended storage
|
280°F (137.8°C)
|
2 sec
|
| Aseptic, ultra high temperature (UHT) | Milk |
Room temperature
|
275-302°F (135-150°C) |
4-15 sec
|
| Sterilization | Canned products |
“
|
240°F (115.6°C)
|
20 min
|
Explore
Related Products
HTST Milk Pasteurizer
Multi Milk Product Pasteurizer

Ice Cream Mixing System
Instant Chilling System

CIP System


